欧美数控机床刀具定制
使用高速钢钻头时,如果对切削刃部(顶角,横刃,前角,后角等)不作任何刃磨就使用,或者无目的、无要求的妄磨,这是不合理的使用。要物尽其用,必须按被加工材料的不同性质,对钻头进行不同的刃磨,这样才能使钻头真正发挥应有的效能。钻头刃磨前必须了解钻头的结构和被加工材料的特性以及两者之间的矛盾,了解在钻孔中所产生的问题,这样才能有针对性地进行刃磨,解决问题。一、加工不同材料时所产生的问题和解决方法1.铸铁一硬度低(一般为175-250HB),强度低,脆性大,塑性变形小,导热率较低,组织较松,切屑成粉碎状,钻头的磨损几乎全在后面上,外圆转角处磨损大,阻碍了刀具寿命和生产效率的提高。对于以上问题可采取下列办法:a.钻头采用双重顶角外缘转角处易磨损,那么就干脆先磨去而形成双顶角,这样可将钻头寿命提高1~2倍。b.适当加大后角。外刃后角采用13°~16°以减少摩擦,提高钻头寿命。c.钻削时要加大进给量,并适当降低切削速度,而不宜采用高转速小进给量。d.如果采用冷却液,切不可断续使用,同时流量要适当,否则,量少和断续将造成孔的局部硬化,而且粉末状切屑研磨刃口也会加快钻头磨损刀具材料的选择对刀具寿命、加工效率、加工质量和加工成本等的影响很大。欧美数控机床刀具定制
金刚石工具主要用于铝、铜、镁及其合金、硬质合金和高耐磨纤维增塑材料、金属基复合材料、木材等非金属材料的车削加工。切削速度、进给速度和深度加工条件取决于工件材料和硬度。主要用于有色金属、硬质合金、陶瓷、非金属材料(塑料、硬质橡胶、碳棒、木材、水泥制品等)的切削加工,主要用于人造聚晶金刚石复合板(PDC)的性能和应用接近PCD刀具。由于金刚石颗粒要求有一些残留的粘结金属和石墨,其中粘结金属以聚结或叶脉分布会降低工具的耐磨性和寿命。除此之外,还有溶剂金属残留,溶剂金属与金刚石表面直接接触。降低(PDC)的抗氧化能力和刀具的耐热温度,因此刀具的切削性能不稳定。由于金刚石与低熔点金属及其合金之间具有较高的界面能,因此制备金刚石厚膜刀具的工艺复杂。普通低熔点焊料合金很难浸润金刚石。可焊性极差,难以制成复杂的几何形状刀具,因此无法在高速铣削中使用TDF焊接刀具。由于金刚石涂层工艺除了具有优良的力学性能外,还可以用于高速加工,如铝钛合金航空材料和石墨电极等。金刚石涂层工艺可以制备任何复杂形状的铣刀。四川可转位刀具定制PCD刀具又叫人造聚晶金刚石,所以可以叫金刚石PCD刀具,一般用于有色金属加工。

如果正确选择切削用量、刀具几何参数及其他加工条件,则PCBN是一种高效长寿命刀具,能创造很高的经济效益,但如果使用方法不当,则会造成很大的浪费。(1)合理选择切削用量:切削速度要根据被加工材料进行选择,一般要高于硬质合金刀具。切削硬度HRC55~65的淬硬钢可选切削速度为80~120m/min,由于PCBN切削硬材料是将切削区内微小区域的金属软化而进行的,因此切削速度过低时,就不能发挥PCBN刀具的切削性能。进给量一般不能大于,背吃刀量一般选择小于。(2)合理选择刀具几何参数:由于PCBN刀具的韧性高于陶瓷,低于硬质合金,因此刀具几何参数的选择主要考虑的就是保证刃口强度,刀具前角一般选择(0°~-10°),后角选择较小,为10°左右。除特殊要求外,为保证刀尖强度,刀尖角一般不要小于90°;刃口要磨出负倒棱,一般取为×(-15°~-30°),使用前要用30~50倍放大镜对刀具进行检查,确保刃口无崩刃。(3)冷却与润滑:对其他材料刀具,采用冷却润滑液有利于提高加工表面和延长刀具寿命,但对PCBN刀具除极特殊情况下,不加冷却液同样可达到理想的加工质量和较长的刀具寿命,对PCBN刀具来说是怕软不怕硬。若使用冷却液,则不能使用水溶性冷却液,因为CBN易在1000℃产生水解作用。
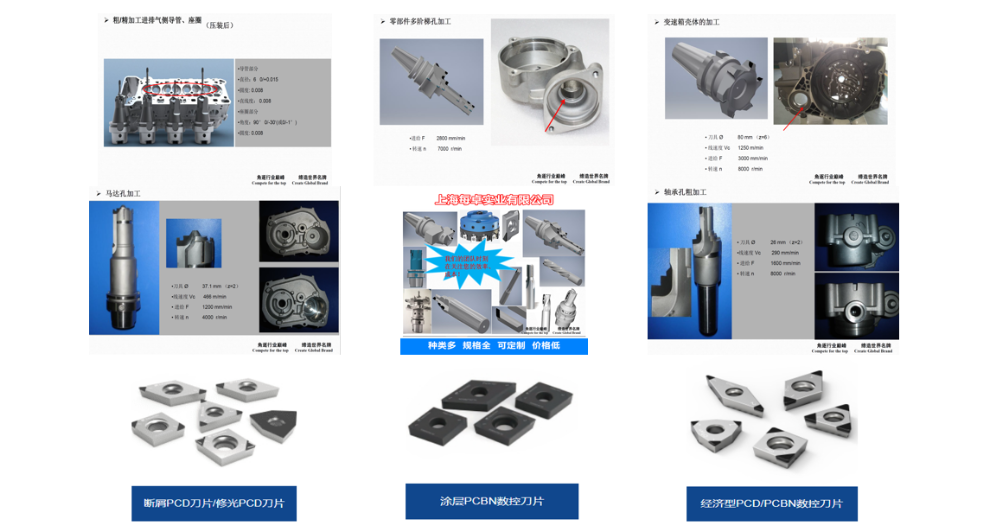
每卓实业供应常规机械夹紧刀片和特制机械夹紧刀片。选用世界上^的生产线和先进的生产工艺,我们可以为客户提供用于车削、铣削、镗孔、切槽、螺纹的成型刀片或半加工刀片。PCD可转位刀片类型:位字母为形状代号,用于表示刀片的形状,包括正方形、正三角形、菱形等。第二位字母为后角代号,表示刀片的后角,第三位字母为等级代号,表示刀片的制造精度等级,A~U不同,A级精度^高,第四位字母为沟、孔代号,表示刀片的表面形状,指断屑槽和安装孔,数字前两位为切削刃长度及内切圆代号,表示切削刃长度和内切圆直径,中间两位为厚度代号,指的是刀片的厚度,后两位表示刀尖圆弧半径代号,一般指数值,在数字代号后的位字母表示主切削刃形状刀具,由断屑槽区分,^的的两位字母为补充代号,主要指适用的材料及使用工艺特性。PCD可转位刀片的优点可转位刀具与釺焊式和其他机械夹固式的刀具相比有如下优点:①避免了硬质合金釺焊时容易产生裂纹的缺点;②可转位刀片适合用气相沉积法在硬质合金刀片表面沉积薄层更硬的材料(碳化钛、氮化钛和氧化铝),以提高切削性能;③换刀时间较短;④由于可转位刀片是标准化和集中生产的,刀片几何参数易于一致,切屑控制稳定。面对日益增多的难加工材料,刀具行业必须改进刀具材料研发新的刀具材料和更合理的非标刀具。

中国刀具市场被冠以便宜没好货,是因为只看到了表层,做到便宜,还能盈利,就要认真分析中国刀具市场。所谓“赢利的刀具”应该具备的特性除了生产效率、产品性能等要素外,降低刀具成本也是一个至关重要的因素。东风汽车公司发动机厂自1988年使用PCBN刀具后,其效果一直保持稳定,较好地解决了引进设备的刀具国产化问题。随着中国汽车制造业的高速发展,国内刀具行业也异常活跃,蓬勃发展,国内外的刀具公司都看中了中国这个大市场,但这些外国刀具公司在刚进入中国时,对中国超硬刀具市场的发展估计并不足,有的是委托中国代理商销售一部分刀具,售后服务等工作还未能有力跟上,另外以瓦萨琪公司为在广佛地区为首的专业做超硬刀具的公司也同样在顺德设立了生产工厂,专门进行超硬刀具如金刚石刀具和CBN刀具的加工和修磨工作,产品质量尤胜进口刀具,其业务量也很大,帮助不少客户解决了超硬刀具的修磨工作。金刚石刀具优异性能决定了它在机加工中的广泛应用。组合刀具材料
PCD成型钻绞刀,可以省去粗加工刀具,直接一刀成型,为客户节省了更多的加工时间。欧美数控机床刀具定制
刀具是数控加工中必不可少的东西,它不仅可以切削工件、切除切屑,还能对工件的尺度和外表进行精确的丈量。在数控车床加工时,因为零件形状复杂多样,需要根据不同零件的特色来选择不同的刀具。因此非标刀具的使用越来越了。下面就给大家介绍一下非标刀具的分类以及其特色:非标准(定制)型刀具有哪些类型?1、通用型:通用型的特色是使用面广,价格低;2、**型:如螺纹刀片、铣削刀片等;3、特殊型:包含各种超硬材料制造的刀片和陶瓷刀片等;4、组合性:将两种以上不同类型的刀片组合起来使用;5、复合性:将多种类型的刀片复合在一起使用。欧美数控机床刀具定制
本文来自亿百官网(中国)股份有限公司:/Article/42b799433.html

青浦区新能源汽车维修联系方式
新能源汽车动力电池系统属于高压部件,影响整车安全性及可靠性。而且动力电池带动车辆电动机,用于起步、照明、点火等功能,所以故障诊断及处理十分重要。BMS故障处理方式行车模式:上报故障,同时最大允许充放电 。
发动机前盖垫通常由橡胶、金属或塑料等材料制成,根据不同的发动机型号和使用环境,可以选择不同类型和规格的发动机前盖垫。卡特配件中的发动机前盖垫是指安装在发动机前盖上的垫片,主要作用是防止发动机前盖与发动 。
亚马逊广告费用这么算?新手卖家在运营前期还是着重要熟悉平台规则和运营技巧,然后再投放广告。当然,卖家若是想要获得更多的流量,广告是必不可少的,也就需要支付更多的广告费用。广告费主要分为亚马逊站内的广告 。
酱香酒产业链的主要环节包括以下几个部分:1. 原料准备:这是酱香酒生产的第一步,包括采购好品质高粱、小麦等原料,并对这些原料进行必要的处理,如清洗、破碎等。2. 制曲:制曲是酱香酒生产的中心环节之一, 。
随着新能源汽车的快速普及,新能源车辆的安全性成为机动车年检的重要关注点。新能源车辆与传统燃油车辆在动力系统、电池和充电等方面存在差异,因此需要针对性地进行安全检测。首先,对于新能源车辆的电池系统,年检 。
染料紫檀的木材的显微结构:导管横断面卵圆形至圆形,单管孔,少数短径列复管孔;管孔内含树胶,导管分子叠生,单穿孔。管间纹孔互列,系附物型。轴向薄壁组织主为断续带状,带宽1~2个细胞,稀翼状、聚翼状;薄壁 。
真空泵具有广泛的应用领域。真空泵可以用于许多不同的应用领域,包括半导体制造、化学工业、医疗设备、航空航天、真空冷冻、真空干燥等等。这些应用领域都需要高效的真空泵来实现其工作目标。真空泵可以实现高精度的 。
干货车厢华聚干货车厢运用专业制造技术,采用热塑性PP蜂窝复合板材生产。厢体采用玻纤聚丙烯面板做厢壁内外蒙皮,中间材料为PP夹芯,聚丙烯,蜂窝板通过热熔技术粘结、螺钉与骨架连接,车厢厚度达20-50mm 。
订单管理系统的移动时代:在移动时代,订单管理系统迎来了新的发展机遇和变革。随着移动设备的普及和移动网络的发展,人们可以随时随地通过手机、平板等移动设备进行工作和交流,这也对订单管理系统提出了新的要求。 。
粉末活性炭湿法投加工艺,配置活性炭浆液,通过螺杆泵投加。活性炭药剂投加浓度5%~10%,活性炭投加量参考范围5~30mg/L。活性炭是一种经特殊处理的炭,利用其多孔性固体表面,吸附去除水中的有机物或有 。
非标金属电脑锣加工的过程包括以下几个步骤:1、设计:根据客户的需求和要求,进行电脑锣的设计。设计包括确定电脑锣的尺寸、形状、功能等。2、材料选择:根据设计要求,选择适合的金属材料进行加工。常见的金属材 。